商品信息
基本参数
- 产地江苏
- 品牌
- 产品型号
- 产品操作
- 产品应用范围
- 产品材料等级
- 产品表面处理
- 品牌无锡浩普科技有限公司
- 型号SV-BW-26
- 类型角度铣刀
- 结构可换刀片式
- 材质高速钢
- 涂层否
- 进口否
- 是否标准件是
- 加工定制否
- 适用机床多种机床可用
- 样品或现货现货
- 是否库存是
- 是否批发批发
- 表面处理无
- 外形尺寸多款mm
- 重量1kg
- 产地无锡
- 厂家无锡
产品简介:
产品详情:常州赛万特SV-BW-12转到金属毛刺工件45倒角刀
1工具解释
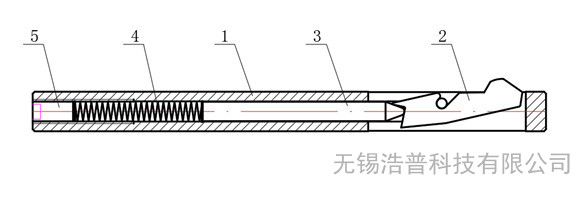
SV-BW系列内孔SV-BW去毛刺倒角刀具是无锡浩普科技有限公司提供了一种更简单,更灵活的解决方案,可以满足现代生产要求。创新的去毛刺倒角刀技术使前后脱毛过程越来越轻松,刀片可以简便地更换整个手动去毛刺倒角系统仅由5个简单的组件构成,以确保产品的稳定性。
通孔的去毛刺或倒角可以在一个加工过程中完成,而无需变动主轴的旋转。主轴的正向旋转与刀具的正向工作相匹配,以实现正向倒角。倒角达到预设大小后,刀片将全然缩回到刀架中,然后快速向前穿过工件,并完成加工循环。一旦孔的背面通过,内部工作部门将使SV-BW刀片回到初始位置,反向线性进给将处置合适的向后倒角。
SV-BW内孔去毛刺tool系统的简单设计确定了该工具是高效稳定生产的完美选择,而无需进行繁杂或费时的预调节过程。钻孔的直径决定了所需刀柄的尺寸以及尺寸倒角的出发点可以通过调节螺钉和尾部的进给量进行调节。
许多客户顾虑刮擦内孔并扩充内孔。其实,这全然不必顾虑。为了确保生产效率,正反毛刺倒角刀可以始终旋转到孔中。刮擦内孔,并且由于切削刃的外部设计有弧形,因此只会轻微挤压内孔而不会引起铰孔。
特征
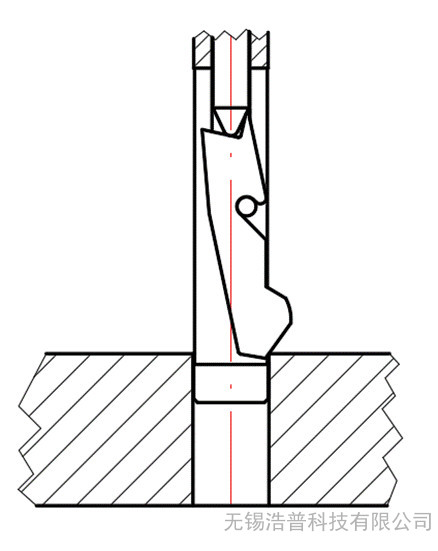
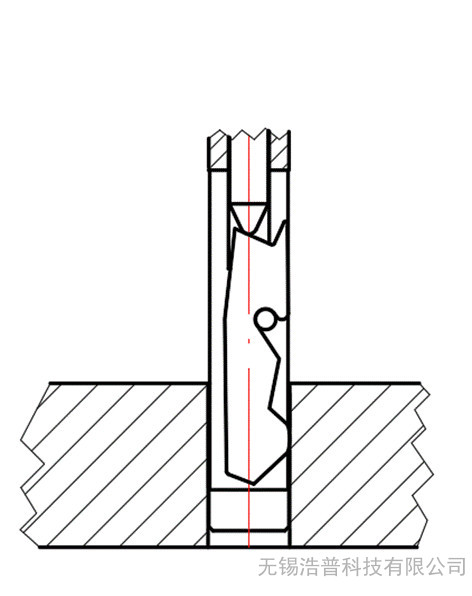
在自然状态下,销钉在弹簧压力的作用下将刀片推离切割杆。
向前和向后的切割刀片可在孔进入孔时扫除孔口上的毛刺和倒角。
当工具穿过孔时,刀片将自动缩返回工具架中。
倚赖特别的光滑表面设计,刀片穿过加工孔时不会毁坏孔。
倒角加工不会产生倒角而不会终止主轴或变动主轴转速,完成倒角后,刀具可以快速进给赶回起始位置,刀片在弹簧力的作用下回复到自然状态。通过这种加工方式可以成功地完成正向和反向去毛刺或倒角操作。
工具功能
?刀片和刀体的构造设计充分考虑了刀体的刚度,使刀体的强度和整个系统的稳定性更好。
?刀鼻的光滑表面设计可确保工具穿过孔时不会刮伤孔壁。
?简单的构造设计使工具的维护变得简单快捷。
2工具选择
内孔去毛刺和倒角工具选择:
孔径大小决定了工具的订货号和刀片的订货号。规格工具模型如图所示。规范工具的刀柄直径比模型值小0.2mm(BW-6以下包括BW-6。刀柄直径比模型值小0.1mm)
定购示例:
①光圈:9mm
工具型号:SV-BW-9
刀片型号:SV-3#
②光圈:8.9mm
工具型号:SV-BW-9
刀片型号:SV-3#
③光圈:18mm
工具型号:SV-BW-18
刀片型号:SV-4#
④直径:10.5mm
工具型号:SV-BW-10.5
刀片型号:SV-3-1/2#
留意:请根据孔径公差的歧异进行选择,以上尺寸为下限值。
3SV-BW倒角系统使用说明
3.1装回刀片
1.卸下刀片
2.安装刀片
3.2调整铲刀力
正负去毛刺倒角刀的刀片力可通过刀轴末端的调节螺钉进行调节,顺时针旋转调节螺钉(顺时针增大刀片力,逆时针减小刀片力)。或者倒角要求较大,则需增加铲刀力。
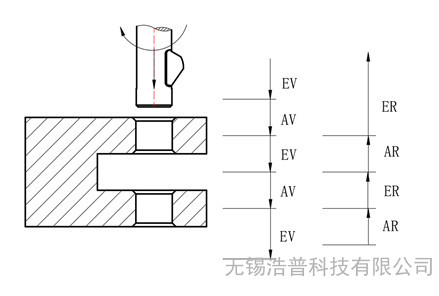
4SV-BWtool编程信息
无需变更机床主轴的旋转或终止主轴
AV:将工作转发到 AR:向后工作
EV:向前快进 ER:退后
当切削刃未开始切削时,使用快进或快退。当切削刃快速触及到孔口或毛刺的顶部时,它将使用进给或后退方法。
工具使用步骤
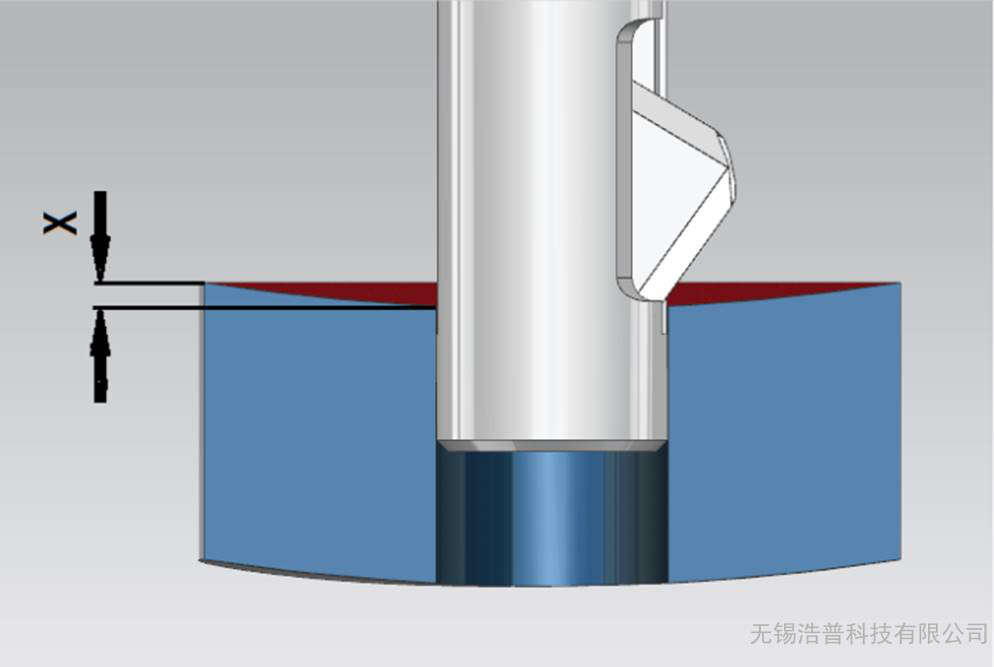
留意:当孔口弯曲时,请在编程时考虑不平度值x(快要x当作工件材质的一部分)
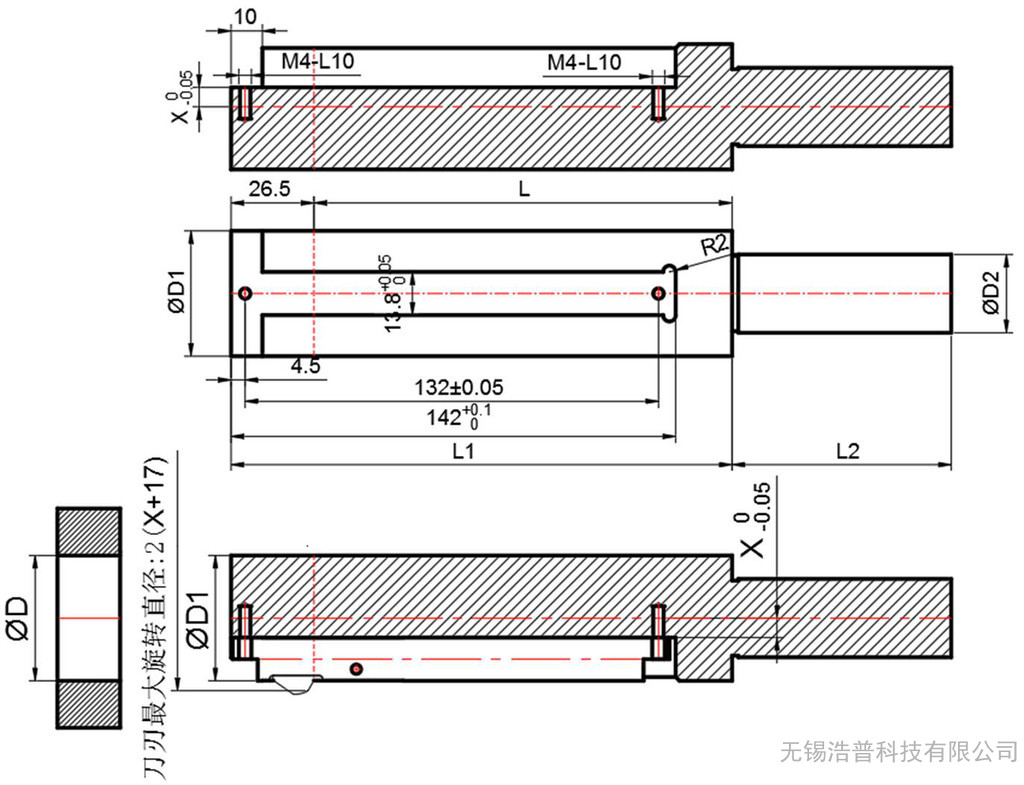
5SV-BWcombined去毛刺倒角刀具-孔径大于25mm
SV-BW刀座size()
?D1=(?d-0.2)
L1=L+26.5x=(?D1/2-13.8)
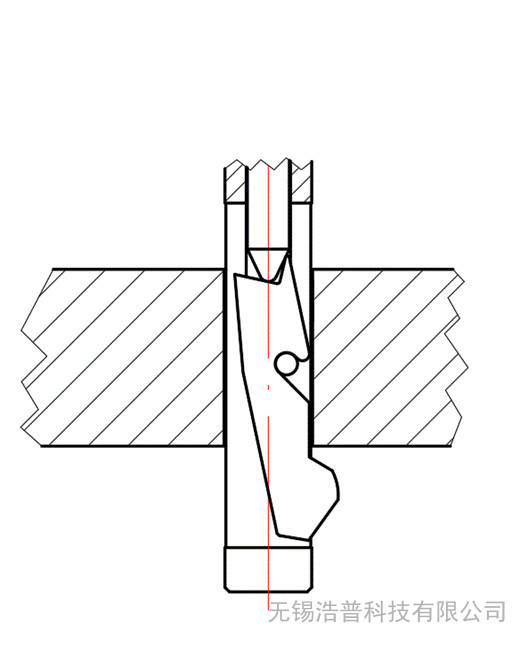
6可加工坡度
SV-BW正反孔口去毛刺倒角刀具备孔径比的要求,开口率(d:d)
约0.5度,相等底孔在18°以内的倾斜平面的视角。
如果底孔和主孔的孔径比(d:d)大于0.5,则表示斜率大于18°,我们
这只能通过改动叶子前导角和空隙角来实现(需测试它是不是可以满足客户要求)。
准刀片是不是合适的公式:d:d≤0.5
如图所示加工通孔时,需降低主轴转速,进给维持不变。
7化解去毛刺和倒角过程中的疑问
u前向和后向馈送不一致
u前后毛刺的厚度不一致
ü可以缩减倒角过小的一侧的进给
ü可以增加倒角太大一侧的进给
u铲刀力太小
u刀片太钝
u毛刺太厚
ü您可以通过顺时针旋转调节螺钉来增加铲刀力
ü更换新刀片
ü更换钻头
ü铲刀力太小
ü刀片后角太小
ü顺时针旋转调节螺钉以增加铲刀力
ü更换较大的刀片
ü饲料太小
ü刀片太结实
ü工具尺寸选择太大
ü可以提高进给速度
ü您可以通过逆时针旋转调节螺钉来减小刮板力
ü选择较小尺寸的工具
u速度太高
u刀片处于不稳定状态
u小孔和大孔的直径比太大
ü降低速度
ü增加铲刀力和进给
ü使用SV-BWtool无法化解太大的开口率
u工件或刀片固定不充分
u工具处于不稳定状态
u速度太高
ü确保工件和工具已固定且坚实
ü增加刀片进给并检验刀片压力是不是合适(弹性较大)
ü降低速度
u刀片力过大
u孔壁对光滑度有很高的要求
ü调节螺钉的反向旋转可减小铲刀力
ü在完成加工过程之前进行倒角
正反去毛刺倒角刀的简练设计方案确定了该工具是高效,稳定生产的完美选择,而无需进行繁杂或费时的预调节过程。钻孔的直径决定了所需柄的尺寸,倒角的大小可以通过调节螺钉和尾部的进给量进行调节。