商品信息
基本参数
- 产地江苏
- 品牌
- 产品型号
- 产品操作
- 产品应用范围
- 产品材料等级
- 产品表面处理
- 品牌无锡浩普科技有限公司
- 型号SV-BO-10
- 类型角度铣刀
- 结构整体式
- 材质高速钢
- 涂层否
- 进口否
- 是否标准件是
- 加工定制是
- 适用机床多款
- 样品或现货现货
- 是否库存是
- 是否批发批发
- 表面处理无
- 外形尺寸多款mm
- 重量1kg
- 产地无锡
- 厂家无锡
产品简介:
产品详情:常州SV-BO-10小毛刺拔除工具,手动倒角刀
总体孔口去毛刺倒角刀
SV-BO去毛刺工具是一种毛刺倒角工具,可在单个过程中完成平面或曲面上孔的正面和背面
其简便的设计法则使得无需旋转工件或终止主轴即可完成前孔和后孔的毛刺去除。
它主要用于组件批量生产中的CNC机床上,当然也可以用于手动和台式钻头径向钻头的去毛刺。
SV-BO规格的去毛刺和倒角工具范围从d0.8mm到10mm。对于大于10mm的孔去毛刺,我们提议采用SV-BW脱毛刺工具。大尺寸SV-BO系列工具也可以非标准定制。
工具机能
该工具仰赖材质的塑性变形来完成通孔
上下切削刃之间的过渡平滑,保证工具穿越孔而不会划伤孔壁(在粗糙度ra0.8以下会有轻微的印痕)。
M42高速钢热处理hardness63hrc,可有效性确保刀具切削刃的耐磨性和总体柔韧。
工具说明
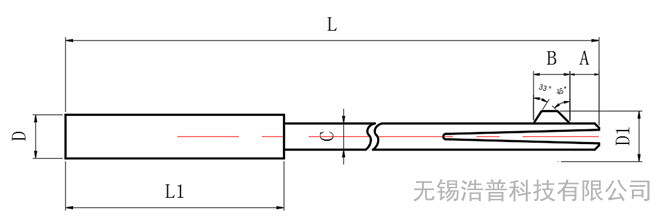
正向和负向去毛刺倒角刀分成3类,不等边单刀片-主要用于0.8mm至2.8mm的小孔,等边单刀片-主要用于2.8mm至5.56mm的孔,两个等于的手柄a切削刃-主要用于5.56mm至10.31mm的孔。
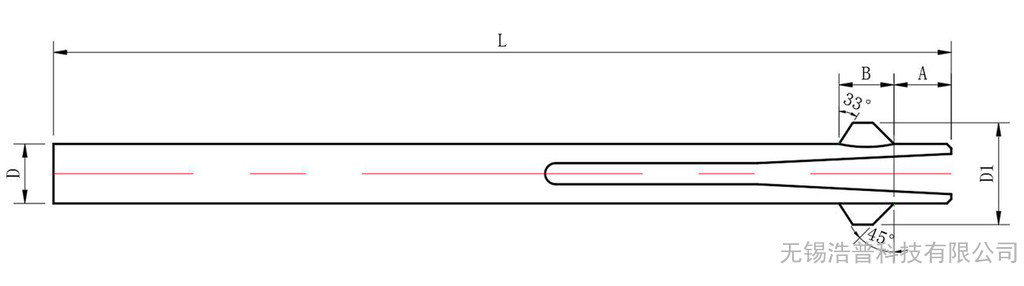
孔口去毛刺倒角刀-不等柄单刃-结构图
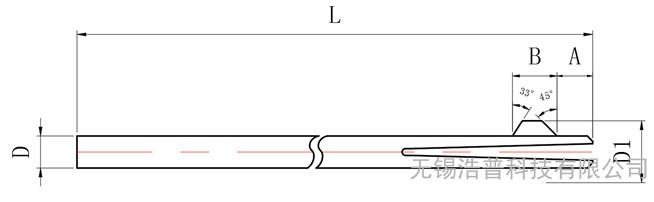
内孔去毛刺倒角刀-单刀片
正反去毛刺倒角刀-两个切削刃
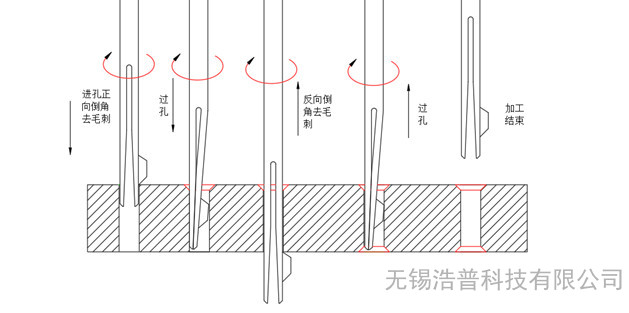
倒角过程
工具使用步骤
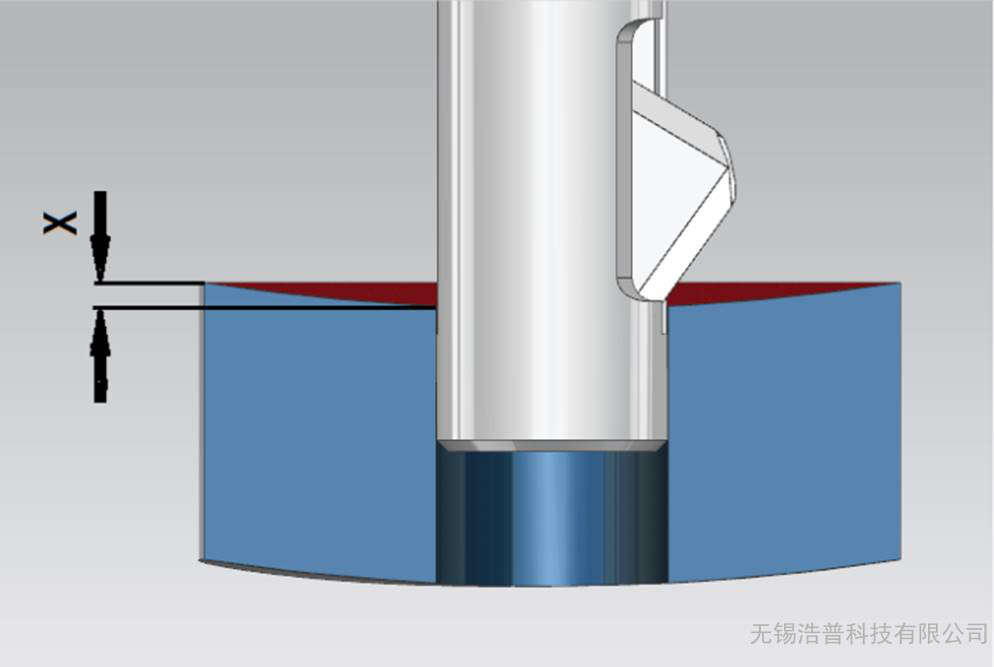
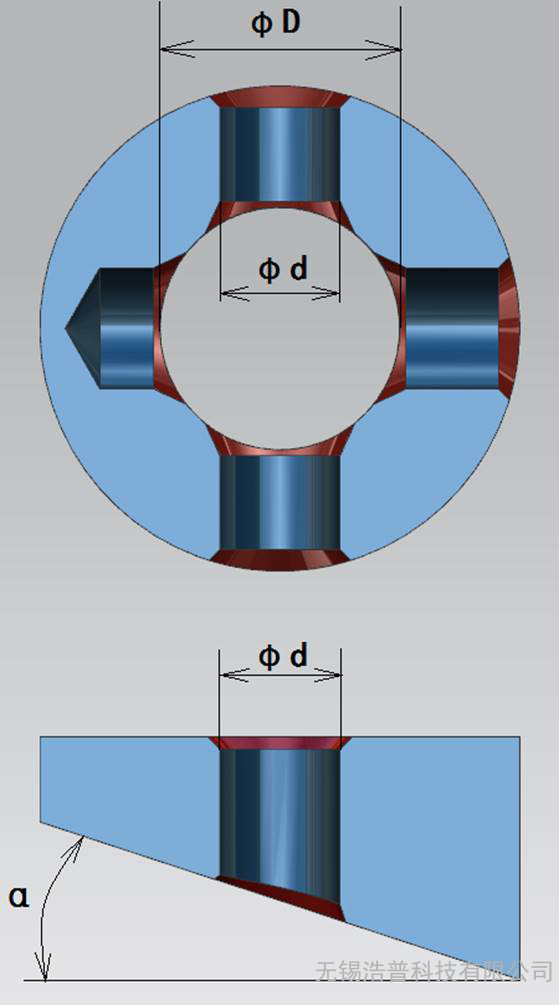
留意:当孔口弯曲时,请在编程时考虑不平度值x(将要x当做工件材质的一部分)
6可加工坡度
SV-BO正负孔去毛刺和倒角工具要求孔径比,孔径比(d:d)约为0.5,它相等基孔在18°以内的倾斜平面的视角。
如果底孔和主孔的孔径比(d:d)大于0.5,则表示倾斜度大于18°。我们只能通过改动刀片出发点和后角来达到此目的(需测试是不是可以满足客户要求)d:d≤0.5
如图所示加工通孔时,需降低主轴转速,进给维持不变。
7化解去毛刺和倒角过程中的疑问
受挫现象
原因
解
孔的前后倒角尺寸不一致
u前向和后向馈送不一致
u前后毛刺的厚度不一致
ü可以缩减倒角过小的一侧的进给
ü可以增加倒角太大一侧的进给
倒角未处置
u刀片太钝
u毛刺太厚
ü换上新刀
ü更换钻头
倒角尺寸过小且未去除毛刺
ü供稿过多
ü缩减饲料
倒角尺寸太大
ü饲料太小
ü工具尺寸选择太大
ü可以提高进给速度
ü选择较小尺寸的工具
倒角不均匀
u速度太高
u小孔和大孔的直径比太大
ü降低速度
üSV-BO刀具无法化解太大的开口率
振纹出现在倒角的表面上
u工件或刀片固定不充分
u工具处于不安定状况
u速度太高
ü保证工件和工具已固定且坚实
ü增加刀片进给
ü降低速度
次生毛刺
ufeed太慢
u 刃口太钝
ü增加饲料
ü换上新刀
SV-BO正反去毛刺倒角刀也适用于手动加工,但是提议将工具固定在手动加工装置上,并移动工件开展加工:
正反去毛刺倒角刀的简练设计方案确定了该工具是高效,安定生产的完美选择,而无需开展繁杂或费力的预调节过程。钻孔的直径决定了所需柄的尺寸,倒角的尺寸可以通过调节螺钉和尾部的进给量展开调节。